Решение проблемы перегорания на станках для лазерной резки
Updatetime: 2021-09-23 17:44View:
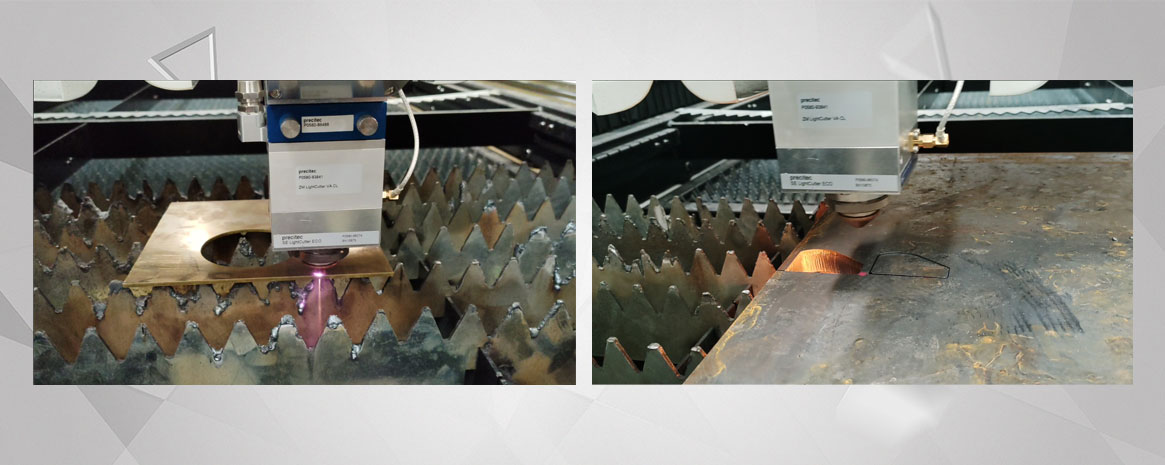
Обработка лазерной резкой - это процесс термической обработки. Как правило, тепло, выделяемое при резке, является частью тепла, выделяемого при резке в нормальных условиях, отводится защитным газом, а часть тепла рассеивается к обрабатываемой детали через прорезь.
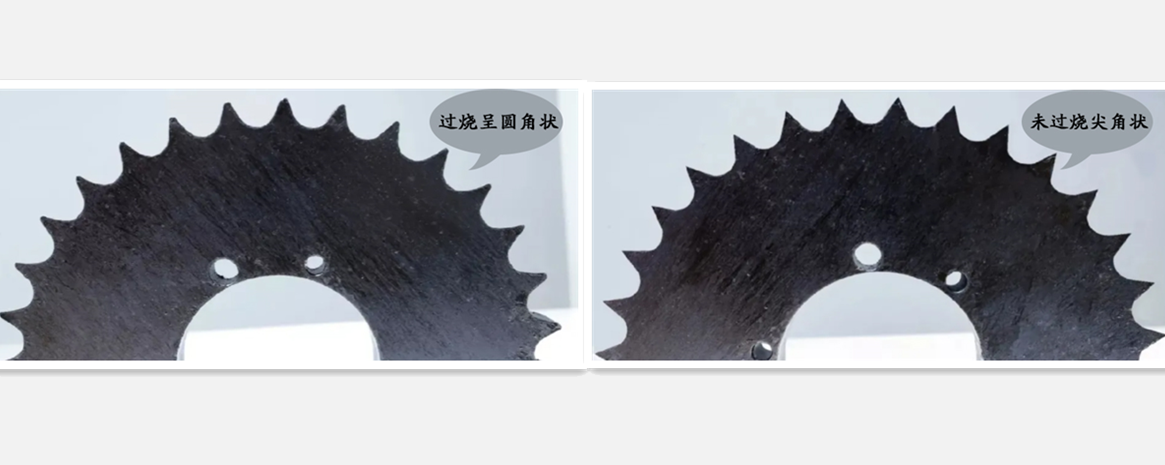
При обработке небольших отверстий на станке для лазерной резки внешняя часть отверстия может быть достаточно охлаждена, но небольшое отверстие внутри единственного отверстия имеет небольшое пространство для рассеивания тепла, а тепловая энергия слишком сконцентрирована, что может вызвать перегорание. , шлакование и др. Кроме того, при резке толстых листов расплавленный металл, накапливающийся на поверхности материала, и накопление тепла, выделяемого во время перфорации, вызовут турбулентность вспомогательного воздушного потока и чрезмерное тепловложение, что приведет к перегоранию.
Что нам делать, если решение проблемы перегорания происходит во время обработки на станке для лазерной резки, давайте посмотрим, как мы должны поступать в различных ситуациях соответственно?
Первое - это решение проблемы прожига при лазерной резке небольших отверстий из углеродистой стали: при резке углеродистой стали с кислородом в качестве вспомогательного газа ключ к решению проблемы заключается в том, как справиться с возникновением тепла реакции окисления. В это время можно добавить кислород во время перфорации, а задержку можно переключить на дополнительный воздух или азот для резки.
Режимы импульсной резки с низкочастотной и высокой выходной мощностью должны иметь выходные характеристики нагрева резки, что помогает оптимизировать условия резки и устанавливать условия для одиночного импульсного лазерного луча, мощной энергии и пикового выхода. Величина и условия низкой частоты могут влиять на накопление расплавленного металла на поверхности материала в процессе резки и перфорации и влиять на тепловыделение.
Лазерная резка - это решение при резке алюминиевого сплава или нержавеющей стали. В этом типе обработки материала можно использовать вспомогательный газ - азот. Во время процесса резки неизбежно будут обгоревшие кромки, но это произойдет из-за внутренней Материал небольшого отверстия.Значение температуры очень высокое, и явление зашлаковывания на внутренней стороне более частое.
Полезным решением является повышение давления вспомогательного газа и установка условий на импульсный режим с высоким пиковым выходом и низкой частотой. Когда в качестве вспомогательного газа используется воздух, он такой же, как и при использовании азота. Он не перегорает, но на дне легко образуется шлак. Необходимо установить следующие условия: высокое давление вспомогательного газа, высокая пиковая мощность и низкая частота. импульсные условия.
Станок для резки волоконным лазером новой конструкции с вращающимся валом
AKJ1530FR Станок для резки волоконным лазером с автоматическим вращающимся валом. В универсальном станке для лазерной резки труб используется автоматический вращающийся вал для резки металлических труб. Перерабатываемые материалы более разнообразны. Это лучший выбор для резки металла.
Режущая головка Raytool
Режущая головка с автофокусом Swiss Raytools, подходящая для промышленных волоконных лазеров средней и большой мощности. Импортный двигатель с обратной связью используется для перфорации и резки материалов различной толщины на высокой скорости. Автоматический поиск наилучшей фокусировки без ручной фокусировки, что более эффективно.
Ось автоматического вращения трубы
Используется для резки круглых и квадратных труб. Обе стороны оснащены электрическими зажимами, которые могут разрезать трубы диаметром 20-200 мм.
Серводвигатель Yaskawa
Скорость обратной связи по сигналу выше, обеспечивая быстрое ускорение и замедление, и скорость реакции быстрая. Низкое тепло, низкий уровень шума, высокая скорость и высокая точность. Сильная противоинтерференционная способность и сильная защита от перегрузки.
Станок для резки волоконным лазером ACCTEK может оказать эффективную помощь в разработке плана производства металла, позволяя вашей мастерской более эффективно резать металлические материалы. Теперь вы можете бесплатно проконсультироваться в Интернете и получить больше предложений по покупке металлорежущего станка.
Штаб-квартира: Но.3-1007, Пл. Минху, Ул. Минху западная, Н. 777, Р-н. Тяньчяо, Г. Цзинань, КНР / Филиал: A2-1-1802, Золотая долина Ханью, зона высоких технологий, город Цзинань
Фабрика: Район а, промышленный парк а, город деджу провинции шаньдун