Лазерная сварка может быть достигнута с непрерывными или импульсными лазерными лучами. Согласно принципу лазерной сварки, его можно разделить на сварку теплопровода и сварку с глубоким проникновением лазерного проникновения. Ниже приводится конкретное введение этих двух режимов лазерной сварки.
Тепло сварка теплопроводимости диффундирует внутреннюю часть заготовки посредством теплопередачи, и заготовка расплавлена, чтобы сформировать удельный расплавленный пул, управляя параметрами лазера, таких как ширина, энергия, пиковая мощность и частота повторения лазерного импульса. Этот режим лазерной сварки только производит плавление на поверхности сварного шва, а внутренняя часть заготовки не полностью проникает и в основном не производит испарение. После сварки глубина проникновения неглубокая, а скорость сварки медленная. Он в основном используется для сварки низкоскоростных металлических материалов.
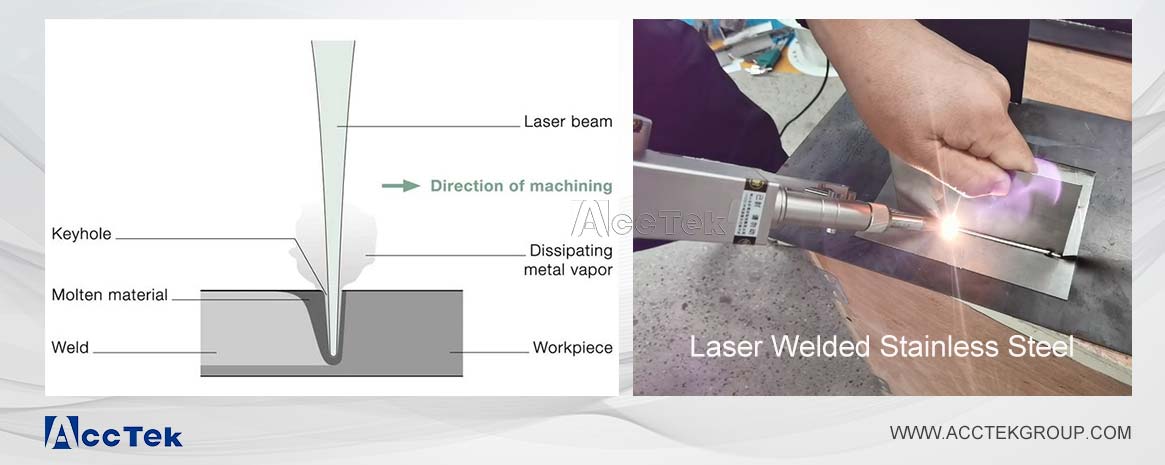
Лазерная сварка глубокого проникновения не только полностью проникает в материал, но также испаряет материал, образуя большое количество плазмы. Из -за высокой температуры на переднем конце расплавленного бассейна появится феномен замочной скважины. Глубокая сварка проникновения может тщательно проникнуть на заготовку и имеет характеристики большой входной энергии, быстрой скорости сварки и большого отношения глубины к ширине. В настоящее время это наиболее широко используемый режим лазерной сварки. Лазерная сварочная машина, используемая для сварки передачи и металлургической сварки тонкой пластины, в основном включает в себя лазерную сварку глубокого проникновения.
Различные параметры процесса оказывают различное влияние на влияние лазерной сварки. Вот три фактора, которые влияют на эффект лазерной сварки.
Лазерная сила
Существует пороговое значение плотности энергии лазерной энергии при
лазерной сварке . Ниже этого значения глубина проникновения очень мелкая. Как только это значение будет достигнуто или превышено, глубина проникновения будет значительно увеличена. Плазма генерируется только тогда, когда лазерная плотность мощности на заготовке превышает пороговое значение (в зависимости от материала), что отмечает прогресс стабильной сварки глубокого проникновения.
Если лазерная мощность находится ниже этого порога, происходит только плавление поверхности заготовки, то есть сварка происходит со стабильной теплопроводной проводящей. Когда лазерная плотность мощности находится вблизи критического состояния для образования небольших отверстий, сварка глубокого проникновения и сварка проводимости выполняется попеременно, что становится нестабильным процессом сварки, что приводит к большим колебаниям глубины проникновения. Во время лазерной сварки глубокого проникновения лазерная мощность контролирует глубину проникновения и скорость сварки одновременно. В целом, для лазерного луча определенного диаметра глубина проникновения увеличивается с увеличением мощности пучка.
Скорость сварки
Скорость сварки оказывает большое влияние на глубину проникновения. Увеличение скорости сварки сделает проникновение более мелким, но если скорость будет слишком низкой, это вызовет чрезмерное плавление материала и сварки через заготовку. Следовательно, должен быть подходящий диапазон скорости сварки для конкретного материала с определенной лазерной мощностью и определенной толщиной, и максимальная глубина проникновения может быть получена при соответствующем значении скорости.
Защитный газ
Процесс лазерного сварки часто использует инертный газ для защиты расплавленного пула. Когда некоторые сварочные материалы могут быть проигнорированы, когда окисление поверхности не рассматривается, но для большинства применений гелий, аргон, азот и другие газы часто используются в качестве защиты, чтобы сделать заготовку, защищенную от окисления во время пайки.
Гелийский газ нелегко ионизировать, что позволяет лазеру проходить плавно, а энергия луча достигает поверхности заготовки без помех. Это самый эффективный экранирующий газ, используемый в лазерной сварке, но он дороже. Аргоновый газ дешевле и плотнее, поэтому эффект защиты лучше. Тем не менее, он подвержен ионизации с высокой температурной металлической плазмой, которая защищает часть луча от удара на заготовку, снижает эффективную лазерную мощность для сварки, а также наносит ущерб скорости сварки и проникновению. Азот является самым дешевым защитным газом, но он не подходит для сварки некоторых видов нержавеющей стали. Это в основном связано с металлургическими аспектами, такими как поглощение, которые иногда создают пористость в перекрывающихся областях.
Вторая функция использования экранирующего газа заключается в защите фокусирующей линзы в лазерном сварочном пистолете от загрязнения металлического паров и распыления жидких капель. Особенно в мощной лазерной сварке, поскольку выброс становится очень мощным, в это время он более необходим для защиты объектива. Третья функция экранирующего газа заключается в том, что он очень эффективен в рассеивании плазменного экрана, полученного мощной лазерной сваркой.
Из приведенной выше информации мы можем знать, что правильная установка параметров лазерной сварки может получить лучшее качество сварки заготовки. Следуйте Acctek Laser, чтобы узнать больше о лазерной
сварной системе.