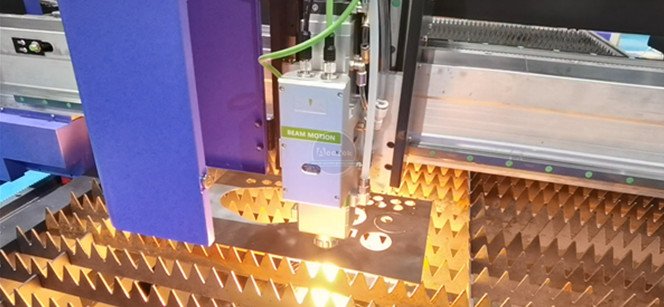
Станки для резки волоконным лазером выделяют много тепла при обработке листового металла. В нормальных условиях тепло распространяется внутрь листового металла вдоль секции резки. Однако во время обработки небольших отверстий станка для лазерной резки, поскольку тепло внутренних маленьких отверстий не может быть рассеяно, слишком большая концентрация вызовет такие проблемы, как перегорание и зависание шлака.
Кроме того, при резке толстых металлических листов расплавленный металл, скапливающийся на поверхности в процессе перфорации, и большое накопление тепла, необходимое для резки толстых листов, будут возмущать вспомогательный газ, что приведет к увеличению тепла, что может привести к перегоранию.
При использовании станка для резки волоконным лазером для обработки металлических изделий во избежание проблемы пережога можно решить следующие методы:
Повышенная температура охлаждения при резке металла
При резке металлических заготовок с острыми углами место, где наиболее вероятно возникновение пережога, часто находится на острых углах, а пережог срезает острые углы в круг. В это время вы можете добавить точку охлаждения в остром углу, сделать паузу в остром углу и выдуть воздух, что может эффективно избежать перегорания.
Использование мощных волоконных лазеров
При резке углеродистой стали можно использовать лазер более высокой мощности, а процесс резки яркой поверхности позволяет эффективно избежать пережога.
Использование азотной лазерной резки
При резке листового металла с кислородом в качестве вспомогательного газа его можно заменить резкой с азотом. Во время резки азотом металл полностью расплавляется лазерной энергией, и газообразный азот не вступает в реакцию с самим листовым металлом. Температура в области точки плавления относительно низкая в сочетании с охлаждающим и защитным действием азота, реакция стабильна и равномерна, а качество резки высокое. Поперечное сечение гладкое, шероховатость поверхности низкая, оксидный слой отсутствует.
Увеличьте давление вспомогательного газа
При использовании станка для резки волоконным лазером для обработки алюминиевого сплава и нержавеющей стали в качестве вспомогательного газа используется азот или воздух, и во время резки не происходит обгорания кромок. Однако из-за высокой температуры материала внутри небольшого отверстия явление зависания шлака внутри будет более частым. В этом случае заусенцы и шлак можно уменьшить, увеличив давление вспомогательного газа.
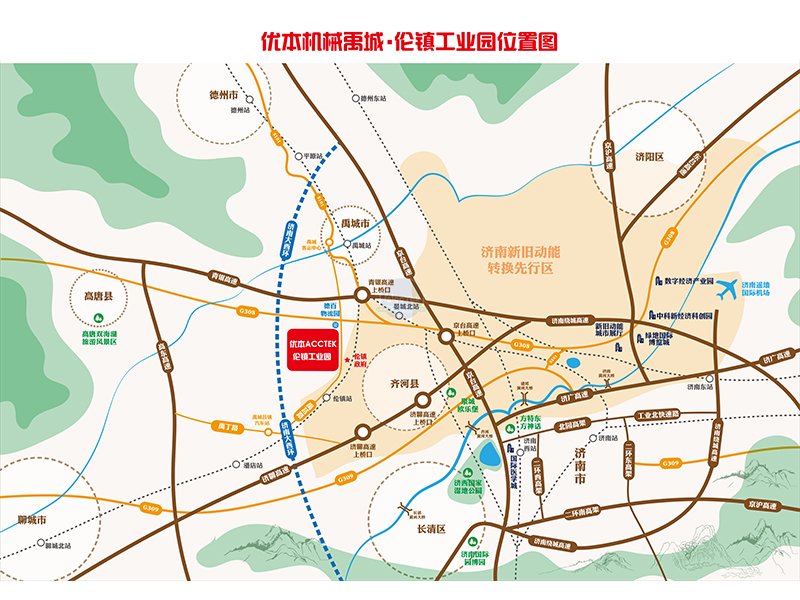
Штаб-квартира: Но.3-1007, Пл. Минху, Ул. Минху западная, Н. 777, Р-н. Тяньчяо, Г. Цзинань, КНР / Филиал: A2-1-1802, Золотая долина Ханью, зона высоких технологий, город Цзинань
Фабрика: Район а, промышленный парк а, город деджу провинции шаньдун