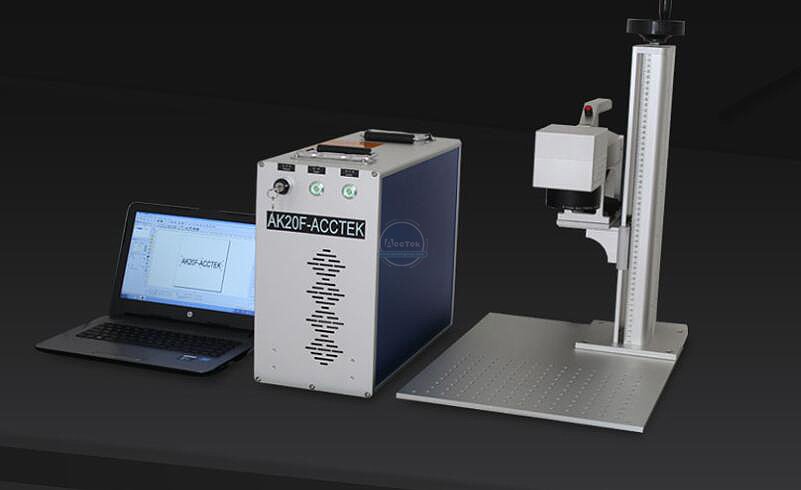
Лазерная режущая головка является важной частью станка для резки волоконным лазером, который отличается высокой точностью и высокой ценой. Если станок для резки волоконным лазером не обслуживается должным образом при нормальной работе, могут возникнуть различные проблемы. В этой статье представлены несколько распространенных проблем и решений для режущих головок для волоконного лазера, чтобы вы могли лучше понять оборудование для лазерной резки.
1. Часть QBH горячая: часть QBH горячая, сначала проверьте коллимационную верхнюю защитную линзу и вовремя замените ее, если она повреждена. Если с защитной линзой проблем нет, вытащите оптическое волокно, чтобы проверить состояние коллиматорной линзы и торца волокна.
2. Сопло режущей головки горячее или полость фокусировки горячая: Если сопло горячее, а полость фокусировки горячая, сначала проверьте, нет ли на защитной линзе явных воспламененных пятен или есть ли водяной пар и масло на поверхности защитная линза. Если на защитном зеркале есть горящее пятно, замените защитное зеркало, и если есть водяной пар или загрязнение маслом, вам необходимо проверить фильтрующую часть воздушного компрессора и попросить клиента заменить воздушный фильтр или отремонтировать осушитель воздуха. . Если с защитным зеркалом проблем нет, необходимо проверить состояние фокусирующего зеркала и потока воды фокусирующей пластины водяного охлаждения.
3. Положение фокуса режущей головки автоматически изменяется в процессе резки: фокусирующие компоненты автоматически меняются в процессе резки. Как правило, уплотнительное кольцо защитной линзы повреждено, и давление воздуха попадает в полость фокусировки, заставляя линзу двигаться вверх, и уплотнительное кольцо защитной линзы необходимо заменить. Если замена уплотнительного кольца защитного зеркала недействительна, необходимо подтвердить, не отличается ли толщина используемого клиентом защитного зеркала. Тонкое защитное зеркало также приведет к разгерметизации уплотнительного кольца.
4. Давление продувки режущей головки низкое, и поток газообразного азота на выходе явно недостаточен: сначала выньте ящик защитного зеркала и посмотрите, нет ли очевидных посторонних предметов, выходящих из кольца выхода газа. Снимите сенсорную часть режущей головки, снимите подушку воздушного контура, установите ее обратно в ящик защитного зеркала, нажмите кнопку продувки воздухом, чтобы выдуть посторонние предметы из отверстия для прохода воздуха, а затем восстановите режущую головку. . Если после очистки давление воздуха поднять не удается, необходимо проверить, не перегнуты ли трубы в тяговой цепи станка и не заблокированы ли внутри клапана батареи посторонние предметы.
5. После того, как режущая головка с автофокусировкой возвращается в исходное положение, фокус не равен нулю или сообщается об ошибке: во-первых, вам нужно открыть инструмент конфигурации платформы, найти столбец параметров управления фокусом, увеличить значение положительного и отрицательные пределы до 30, и вручную контролируйте движение фокуса в положительном и отрицательном пределе, наблюдайте, будет ли сигнал тревоги предела, если предел не может быть обнаружен, вам необходимо отремонтировать режущую головку. Если предел можно определить нормально, вернитесь в исходное положение, а затем измените ход фокусировки обратно на плюс или минус 10, и его можно будет использовать в обычном режиме.
Штаб-квартира: Но.3-1007, Пл. Минху, Ул. Минху западная, Н. 777, Р-н. Тяньчяо, Г. Цзинань, КНР / Филиал: A2-1-1802, Золотая долина Ханью, зона высоких технологий, город Цзинань
Фабрика: Район а, промышленный парк а, город деджу провинции шаньдун